相关帖子
-400x250.jpg)


本品为我司自主研发的一款铝合金化学抛光剂。本品可用于两酸和三酸化抛中,出光速度快,应用范围广,溶液中各种成分稳定,可得到均衡的处理效果。
铝材表面预处理中采用碱性脱脂是传统工艺。铝属两性金属,容易受碱性溶液浸蚀,因此可用碱性较低的溶液作表面脱脂清洗处理。碱性太强的脱脂溶液有可能引起铝材表面的不均匀浸蚀,因为它倾向于较快地浸蚀铝材的清洁表面,而对有油脂的表面浸蚀速度较慢,从而有可能导致铝材表面出现清洗斑痕。碱性脱脂的作用原理是碱与油脂发生皂化反应,生成可溶性的肥皂,用皂化反应来消除油脂与铝材表面的结合,从而达到脱脂的目的。皂化反应是油脂(主要是硬脂类)与碱性物质(如氢氧化钠)一起加热发生化学反应,生成肥皂和甘油,其反应方程式如下:
![]()
一般来说,碱性脱脂溶液应满足如下几点要求:
①所有盐类物质应当能完全溶解,性能稳定,并且容易清洗掉;
②碱性程度对基体金属铝合适,pH值最好在9~11;
③碱度的缓冲性好,有利于维持稳定的活性;
④具有较好的湿润能力,清洗时间一般不超过15min;
⑤具有较高的乳化能力,能有效溶解和消散油脂,与之形成可溶性的皂化物;
⑥对其他如灰尘类污染物具有散凝能力,靠胶体作用将污染颗粒消散于溶液中;
⑦对铝基体的浸蚀有抑制作用;
⑧环保与卫生要求对皮肤无刺激作用,最好是无毒的,废水处理方便;
⑨使用硬水配制时,硬水中的盐不会沉积在铝表面上。
当然还必须考虑生产成本,化学预处理的工艺选择中,生产成本是必须考虑的因素。
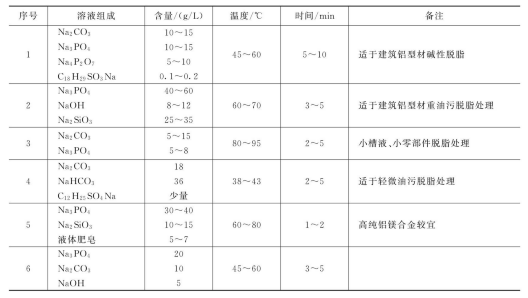
碱性脱脂最大的问题是溶液需要加温,这样不但带来生产成本的提高,也给生产控制带来一定难度。碱性脱脂溶液一般控制温度为45~65℃,在生产过程中温度常常会下降,不得不需要频繁加热升温。使用厂家应严格按脱脂剂供应商规定的温度范围进行有效控制,一般如温度过低和过高,都会对脱脂处理效果产生较为严重的影响,甚至可能导致产品报废,为此有条件的厂家最好安装温度自控装置。另外,碱性脱脂剂的浓度范围控制相对酸性脱脂剂要窄得多,生产过程中还必须注意控制浓度变化。表3-3为典型的碱性溶液脱脂工艺,可以按照脱脂的需要选择使用。
表3-3 典型的碱性溶液脱脂工艺