相关帖子



此法是用5%~20%的硫酸溶液通过直流或交流电源,在铝合金工件表面获得一种硬度较高、吸附能力强的无色透明氧化膜的加工方法。在所有的阳极氧化工艺中,此法使用最多,同时也是最经济的方法。这归功于此法所用电解液成分简单,溶液稳定,允许杂质含量范围较宽;同时氧化工艺过程简单,时间短,操作人员易于掌握。除松孔度较大的铸铝件及高硅铝材外,几乎适用于所有其他铝合金工件的阳极氧化加工。
长寿碱蚀剂是借助于络合剂于铝形成可溶性的稳定络合物,以抑制偏铝酸钠的水解,可使偏铝酸钠水解产物——氢氧化铝转化成可溶性络合阴离子,带相同电荷的络合阴离子互相排斥,因而阻止了氢氧化铝晶种的互相碰撞和长大,减少了偏铝酸钠受氢氧化铝催化水解的倾向,同时候络合剂亦可直接与偏铝酸钠形成络合物。
此法在氧化过程中会产生大量热能,使电解液温度升高很快,在较高温度下不利于氧化膜的生长,并使氧化膜质量恶化。所以在生成过程中必须加强冷却电解液,以保证温度在工艺范围内。
由于硫酸电解液酸度高,膜层易于溶解,所以硫酸电解液在制取较厚氧化膜时收到一定限制。如要取得60μm以上的氧化膜层,必须在电解液中添加抑制氧化膜溶解的添加剂,并使用特殊加工工艺。
常用硫酸阳极氧化溶液成分及工艺条件见表7-6.
表7-6常用硫酸阳极氧化溶液成分及工艺条件
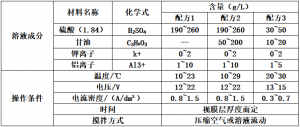
表中配方1为目前几乎所有氧化厂采用的标准配方,这种配方的用途范围及膜层性能都被用户所接受和认可。表中配方2时一种稍加改良的配方,一方面可以实现对氧化温度的限制放宽;另一方面可以改善膜层的性能,可以在不影响膜层生长速度的前提下使膜层的耐磨及耐温性能得到提高。
氧化温度一般控制在18~22℃,在这个温度下得到的氧化膜层,硬度适中。膜层孔隙率较高,易于染色。为了得到较硬或者更加耐磨的氧化膜曾,温度可取10~15℃。如果需要更硬的氧化膜层,温度应降到-5~5℃。
在实际生成中常加入一些添加物质来改变膜层的性能和改善加工条件:
1添加15%~20%的甘油,可以生产出较高弹性的膜层。
2添加铬酸盐和胶体可以提高膜层的均匀性。
3添加镍盐可加快膜的生长速度。
4添加草酸可降低电解液对膜层的溶解速度,并且能增加膜层的硬度和极限厚度,并可不必采用较低温度来进行阳极氧化。添加草酸的电解液,虽然可在30℃左右获得较好的成绩,但膜层呈现黄色,不宜用于染浅色的非金色系。
5在200~260g/L的硫酸电解液中添加适量硼酸进行氧化,即使在40℃的情况下,一样可以得到染色性能良好的氧化膜层;在纯铝上可得到几近无色的氧化膜层。
6其他添加物质如重铬酸钾、硫氰酸钾、醋酸铅等特可添加在硫酸电解液中,并可得到不同色泽的膜层。